
De nombreuses usines appliquent toujours une stratégie de maintenance dite « fonctionnement jusqu'à la défaillance ». Avec ce mode de fonctionnement, aucune action n'est entreprise jusqu'à ce que la machine tombe en panne. Le personnel de maintenance court d'un désastre à un autre. Les coûts et les pertes de production sont élevés.
Certaines entreprises ont fait la transition vers une maintenance préventive, basée sur un calendrier. Des actions sont programmées quel que soit l'état de l'équipement. Avec cette approche, des machines sans dysfonctionnement peuvent être réparées inutilement, ce qui engendre des coûts de programmation plus élevés.
Ces 30 dernières années, l'US Navy et de nombreuses entreprises du Fortune 500 ont fait la transition de la maintenance préventive à la maintenance conditionnelle. Avec la maintenance conditionnelle, les machines sont mesurées par des méthodes comme l'analyse des vibrations, qui pemettent d'inspecter une machine sans la démonter. Lorsqu'un dysfonctionnement d'une machine survient, une réparation est programmée lorsque nécessaire, ni trop tôt ni trop tard.
Premiers indicateurs de l'état des machines
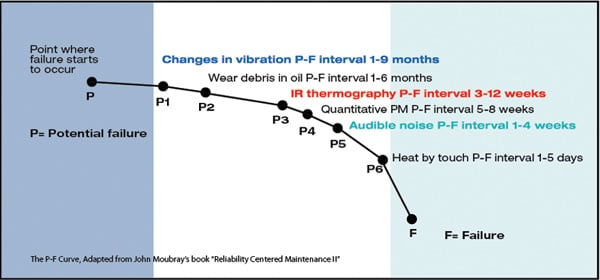
Plusieurs technologies sont utilisées pour mesurer et diagnostiquer l'état des machines. Deux des plus importantes sont les tests de vibrations et la thermographie infrarouge. Le graphe montre la façon de détecter les changements, d'abord avec des tests de vibrations, puis par thermographie infrarouge. Seulement après (peu avant une défaillance de la machine), vous pouvez entendre un bruit et sentir de la chaleur.
Avantages d'un programme de tests de vibrations précoce:
- Prévisibilité. Donne le temps au personnel de maintenance de planifier les réparations et de se procurer les pièces nécessaires.
- Sécurité. Met les équipements défaillants hors ligne avant qu'une situation dangereuse ne se présente.
- Économies. Soyez moins sujet à des pannes sérieuses et inattendues, ce qui vous permet d'éviter des arrêts de production très coûteux pour l'entreprise.
- Espacement des opérations de maintenance. Prolongez la durée de vie des équipements et programmez la maintenance selon les besoins.
- Fiabilité. Soyez moins sujet aux défaillances inattendues ou catastrophiques car les zones problématiques peuvent être anticipées avant une défaillance.
- Tranquillité d'esprit. Déterminez avec sérénité le calendrier de maintenance, ainsi que les estimations budgétaires et de productivité.
Mécanique des tests de vibrations
Un transducteur capte un signal de vibration provenant d'emplacements de paliers et transmet ce signal à un dispositif de collecte de données. Voici quelques informations importantes à noter concernant la mécanique des tests de vibrations :
- Tous les équipements rotatifs génèrent un signal de vibration unique, également appelé signature.
- Ces signaux uniques sont d'ordinaire captés en série, l'amplitude du signal (l'axe Y) étant décrite dans le temps (axe X). C'est ce que l'on appelle une forme d'onde temporelle.
- La forme d'onde contient des informations sur la machine au point de mesure. Les vibrations viennent de l'arbre rotatif, des machines adjacentes, des fondations, du bruit, des composants rotatifs, de résonances structurelles, de turbulences de flux et d'autres sources.
- Cependant, les schémas de différents événements se recoupent et se mélangent. Séparer et isoler un signal de vibration d'un autre est compliqué.
- Une analyse de fréquence réalisée dans le collecteur de données simplifie la forme d'onde en des schémas répétitifs. La transformée de Fourier rapide (FFT) est un algorithme mathématique exécuté par l'outil de test de vibrations pour séparer les signaux de vibration individuels.
- Le spectre est le tracé de chacun de ces signaux individuels sur un simple tracé d'amplitude (axe Y) par rapport à la fréquence (axe X).
Nous pouvons le simplifier en un processus à trois étapes.
- Identifier les pics de vibrations lorsqu'ils se rapportent à un composant source sur la machine.
- Rechercher des schémas dans les données sur la base des règles de vibrations.
- Mesurer l'amplitude des pics de vibrations pour déterminer la gravité du dysfonctionnement.
Une fois que le dysfonctionnement et la gravité sont déterminés, vous pouvez recommander une réparation et générer un ordre de mission.
Dysfonctionnements et défaillances de palier
Une étude menée par le Groupe SKF a suivi la vie de 30 paliers identiques et a découvert qu'il y a d'importantes variations dans la vie d'un palier. Cela empêche l'utilisation d'un programme de maintenance efficace basé sur un calendrier.
Une autre étude a révélé que les dysfonctionnements de palier peuvent représenter plus de 60 pour cent des dysfonctionnements mécaniques. Bien que les paliers soient souvent à l'origine de problèmes mécaniques, les dysfonctionnements de palier sont parfois le résultat d'un problème sous-jacent séparé, comme un déséquilibre. Certains clients remplacent les paliers tous les quelques mois, jusqu'à ce qu'ils apprennent à équilibrer et aligner la machine. Ensuite, leurs paliers durent des années. Les paliers défaillent pour les raisons suivantes :
- mauvaise isolation
- mauvaise lubrification
- contamination
- fatigue due à l'usure
- autres dysfonctionnements
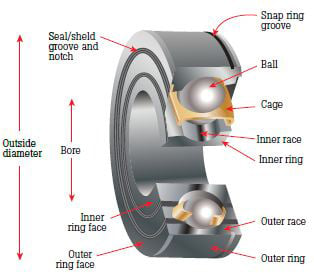
Un roulement à rouleaux, également appelé palier à roulement, soutient une charge en plaçant des éléments ronds entre les deux pièces. La plupart des machines d'aujourd'hui sont dotées de roulements à rouleaux.
Analyse des dysfonctionnements de roulements à rouleaux
Les fréquences des roulements sont non synchrones. La géométrie des billes, de la cage et des chemins s'affiche à différentes vitesses. Ces vitesses ne sont pas un multiple de la vitesse de l'arbre. Dans la plupart des cas, les pics non synchrones sont les roulements à rouleaux. La plupart des programmes de vibrations utilisent les fréquences de roulements suivantes :
- cage intérieure
- cage extérieure
- cage
- rotation de bille
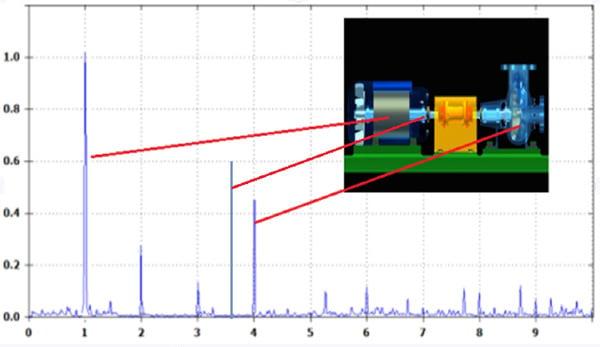
Le graphique présente un exemple de données avec un dysfonctionnement de roulement. Notez que le pic de vibration de l'arbre est égal à 1 fois la vitesse de l'arbre (1 775 RPM). Quatre aubes de roues de pompe et sept pales de ventilateur de refroidissement de moteur se trouvent dans le système. Un important pic de vibration survient à 3,56 fois la vitesse de l'arbre. Il ne peut pas y avoir 3,56 pales de ventilateur ou 3,56 aubes de pompe.
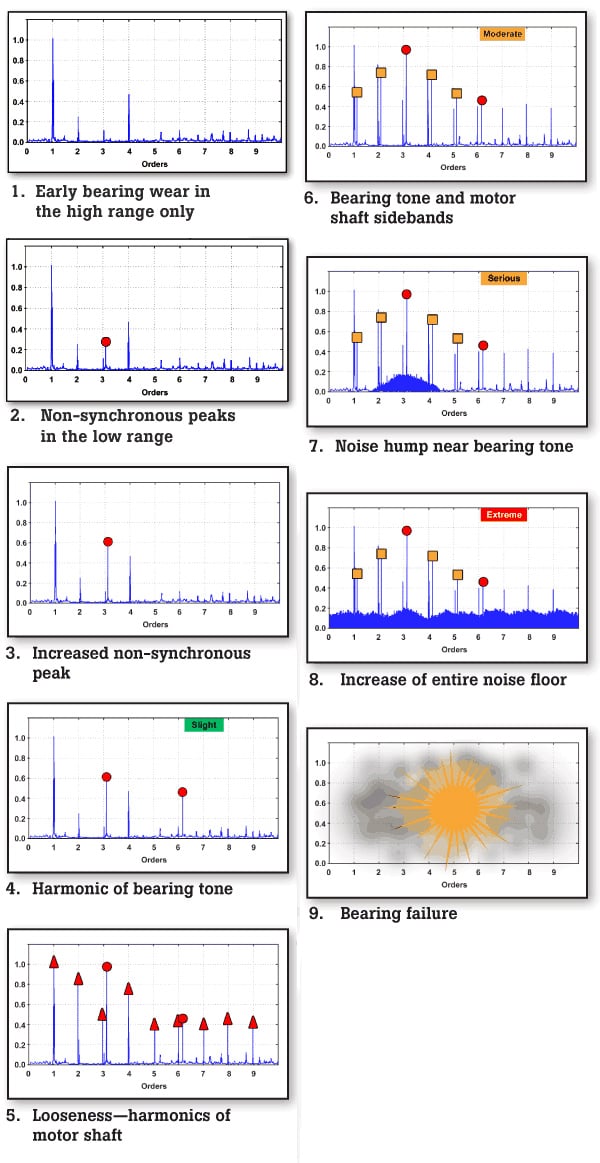
Les neuf étapes de l'usure d'un palier
Plus de 4 700 règles existent pour les dysfonctionnements de machines. Ces règles sont basées sur l'analyse des schémas observés dans les machines rotatives et sont intégrées au moteur de diagnostic dans le testeur de Vibrations Fluke 810. Les dysfonctionnements les plus courants sont le déséquilibre, le mauvais alignement, le desserrement et les défaillances de palier. Les neuf étapes ci-dessous montrent l'évolution du motif au fur et à mesure que l'usure du palier progresse.
Analyse de palier traditionnelle
Comment un analyste de vibration découvre-t-il des paliers défaillants ? L'analyste examine d'abord les formes d'onde complexes. Il faut des années de formation à l'analyse des formes d'onde et des années d'expérience pour le faire.
Une autre technique existe, mais elle prend du temps : contacter le fabricant du palier et obtenir un tableau des fréquences de palier. Vous pouvez alors superposer les fréquences pour voir si elles s'alignent avec les pics non synchrones que vous découvrez dans les données. Si elles s'alignent, alors vous avez trouvé le dysfonctionnement du palier. Si elles ne s'alignent pas, vous avez probablement un autre palier que celui que vous attendiez.
Si c'est le cas, déterminez si quelqu'un a remplacé le palier par un modèle d'un autre fournisseur sans mettre à jour les registres de maintenance.

Stylos mesureurs, instruments de mesure et testeurs de vibrations
L'outil le plus basique pour contrôler les vibrations est le stylo mesureur de vibrations. Avec un stylo mesureur de vibrations, vous pouvez mesurer des variables spécifiques comme l'état et la température du palier.
Lorsque vous passez à un testeur de vibrations, vous êtes capable de mesurer les vibrations générales en plus des variables spécifiques. Le testeur de vibrations Fluke 805 a une combinaison de pointe de capteur de vibration et de force qui compense la différence due à l'utilisateur (force ou angle) et permet d'obtenir des relevés précis et reproductibles. Cet instrument a une échelle de gravité à quatre niveaux et un processeur intégré qui calculent l'état des roulements et les vibrations globales à l'aide d'alertes textuelles faciles à interpréter (Bon, Satisfaisant, Non satisfaisant ou Inacceptable). Ses capteurs permettent de lire une large gamme de fréquences (de 10 à 1 000 Hz et de 4 000 à 20 000 Hz), qui couvre la plupart des types de machines et de composants. L'interface simple du 805 limite les saisies de l'utilisateur à la gamme RPM et au type d'équipement. Cela donne au personnel de maintenance de premier niveau et aux opérateurs un outil de mesure pour déterminer l'équipement en bonne santé et celui qui requiert un dépannage supplémentaire.
Comme décrit précédemment, un outil de test de vibrations avancé, le testeur de Vibrations Fluke 810, a un moteur de diagnostic qui combine des algorithmes avec une base de données de mesures effectuées dans le monde réel.
En savoir plus
Comprendre les avantages de la surveillance et de l'analyse des vibrations (.pdf)